
IMPROVE CRANKSHAFT PERFORMANCE ELECTROCHEMICAL MACHINING (ECM)
Ensure cleanliness and improve fatigue strength with Extrude Hone’s Crankshaft Solutions
Downsized engines with increased power output, RoHS legislation mandating the use of lead-free bearing material, the increased use of steel as crank material and the adoption of stop-start technology all contribute to subjecting the crankshaft to more stress and increasingly demanding operating conditions. As a result, cleanliness and fatigue strength are becoming more and more critical.
Removal of burrs is very important because burrs that detach during the life of the crankshaft can damage bearing faces leading to premature wear and damage to the crank journals. Radiusing of the oil hole inlet/outlet at the journal improves fatigue strength by removing the sharp edge that can go on to cause cracks and, eventually, total crank failure:

Crank Failure

Bearing Damage
Deburring and edge-breaking can be achieved by traditional machining methods. Mechanical brushing is widely used for deburring of oil hole intersections and mechanical chamfering is a common method for edge-breaking of oil hole inlet/outlets. ECM can achieve both of these tasks in a single operation step, not only saving precious time in production but also offering superior results and a higher quality product as a result!
Unlike brushing, ECM does not miss any burrs and does not create any secondary or fold-over burrs – thanks to the nature of this non-contact process, burrs are simply ‘dissolved’. Rather than just breaking the edge, ECM gives a controlled radius, offering superior fatigue strength properties compared to chamfering. What’s more, ECM is very accurate and highly repeatable ensuring the very best results time after time.
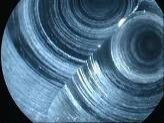
Inside Intersection before

Inside Intersection after ECM
Extrude Hone’s advanced machine controls are also capable of performing in-process quality check. Based on process feedback, the machine verifies that all deburring/radiusing tasks have been completed and electrochemically stamp the part to show that it passed quality inspection.
No matter what your requirement is, Extrude Hone has the solution for you!
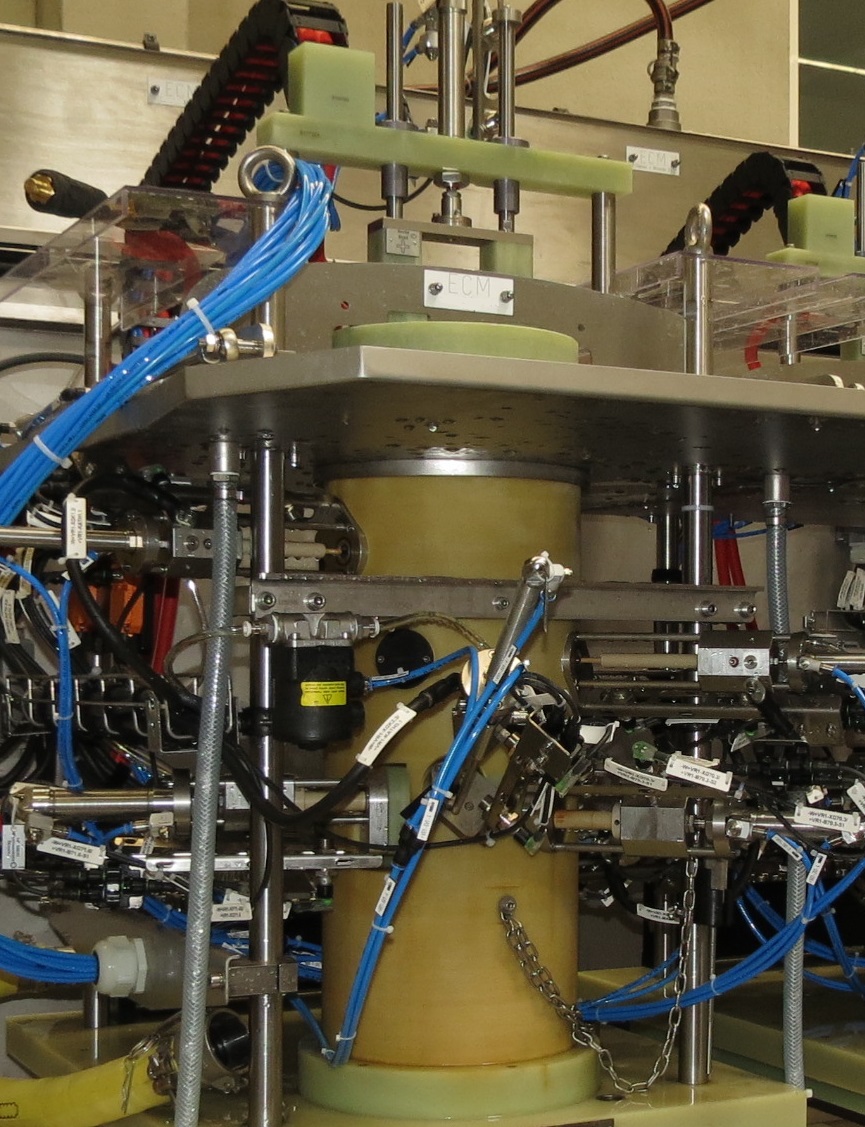 For high volume, low variation applications, we offer a fully automated solution with highly sophisticated tooling. The crank is positioned in the tooling by an overhead gantry system where, subsequently, cathodes are inserted automatically by sliders in order to perform the deburring and radiusing operations in all required zones of the crankshaft. Provided the machine detects that all tasks were carried out successfully, the crank is then quality stamped before removal by the gantry system. This solution is highly suitable for integration in automotive serial production lines.
For high volume, low variation applications, we offer a fully automated solution with highly sophisticated tooling. The crank is positioned in the tooling by an overhead gantry system where, subsequently, cathodes are inserted automatically by sliders in order to perform the deburring and radiusing operations in all required zones of the crankshaft. Provided the machine detects that all tasks were carried out successfully, the crank is then quality stamped before removal by the gantry system. This solution is highly suitable for integration in automotive serial production lines.
For those customers who have lower volumes and/or high variation, we offer our innovative flex-tool solution. Rather than having the cathodes inserted by a complex production tool, cathodes are attached to an interchangeable flex-tool which can be inserted manually by a human operator or even by a robot – this includes placement of the  crankshaft in the tooling, selection and positioning of the correct cathodes for deburring, polishing and radiusing, and removal of the crank. Using our new and innovative ECO+ machine as the generator for current and electrolyte supply in conjunction with a customized support table, the operations can be conducted outside of the machine, thereby removing physical size restrictions. This is particularly suitable for the extremely large crankshafts used in marine applications, which could be as large as several meters long. The flex-tool solution allows customers to leverage the benefits of ECM without the outlay of complex production tooling which is better suited for high-volume applications.
crankshaft in the tooling, selection and positioning of the correct cathodes for deburring, polishing and radiusing, and removal of the crank. Using our new and innovative ECO+ machine as the generator for current and electrolyte supply in conjunction with a customized support table, the operations can be conducted outside of the machine, thereby removing physical size restrictions. This is particularly suitable for the extremely large crankshafts used in marine applications, which could be as large as several meters long. The flex-tool solution allows customers to leverage the benefits of ECM without the outlay of complex production tooling which is better suited for high-volume applications.
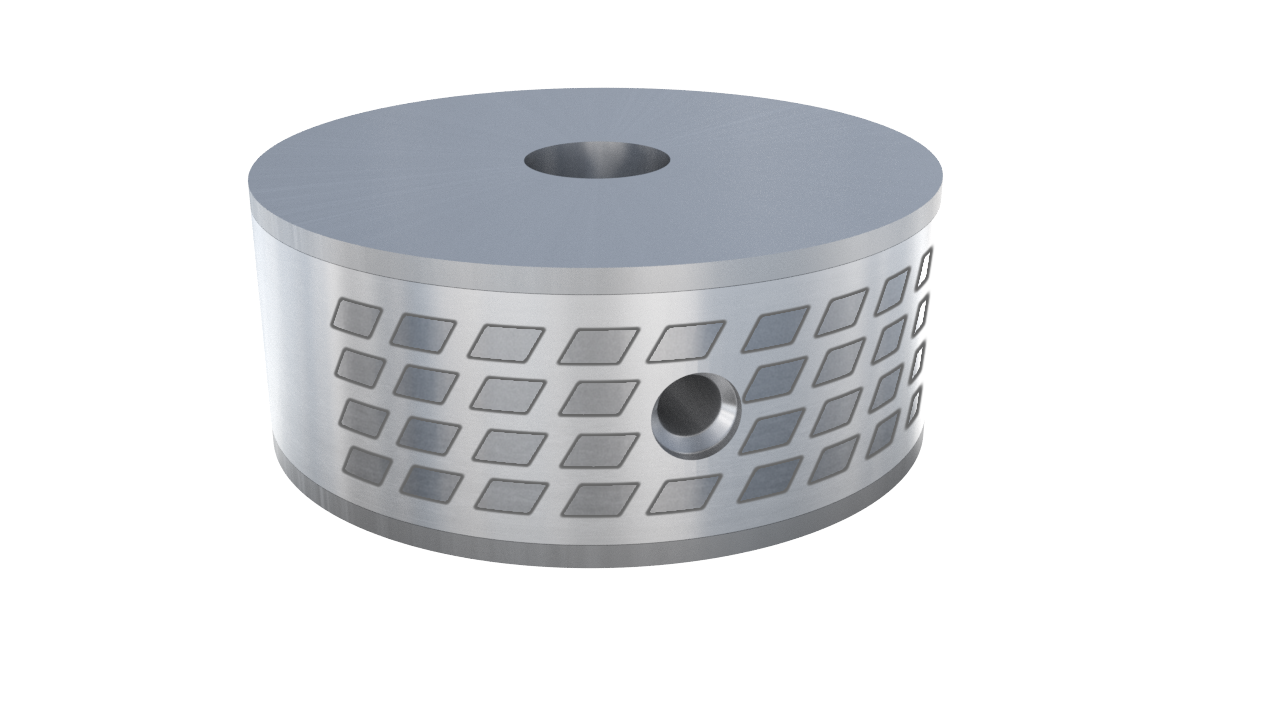
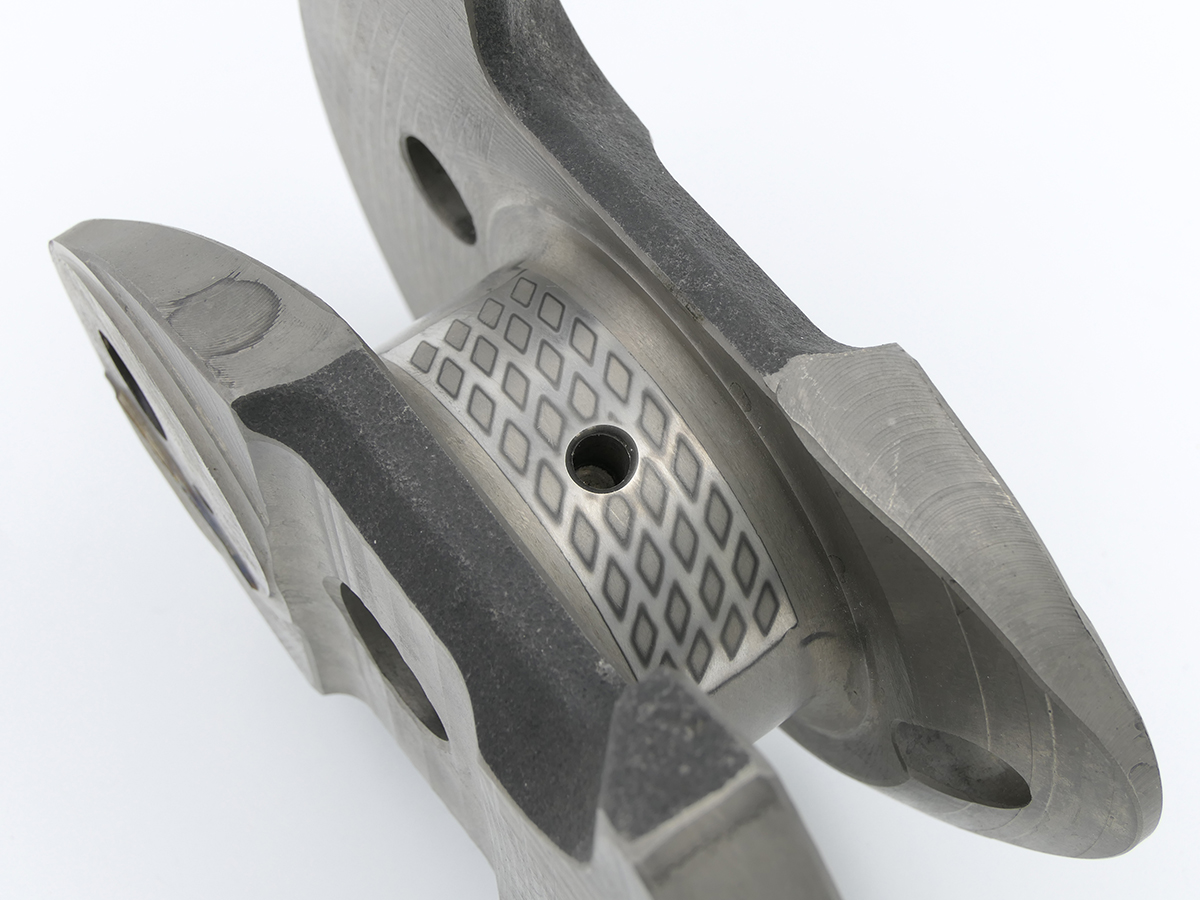
Beyond deburring and radiusing operations, Extrude Hone also offers ECM solutions for polishing, journal micro-texturing, and even oil hole drilling. To find out more about how we can revolutionize your crankshaft production, contact us!
Learn More : https://cn.extrudehone.com/products/electrochemical-machining-ecm
Contact us: [email protected] Subject : Crankshaft blog post, I need more info.